
AMS Controls




AMS Controller
With decades of experience developing, building, installing and servicing the roll forming market, AMS Controls has crafted a machine control system that has the control logic pre-written for the user. Complex algorithms for precision control of servo-positioned tooling or material, time-consuming and difficult calculations for complex punch progressions, and formulas for correcting length and press timing operations have all been pre-programmed and integrated into the XL200 roll forming controller.
The Characters of AMS controller
- Rugged industrial controller(High speed DSP coprocessor for motion control algorithms)
- 24Input /24 Output
- 2 incremental encoder interfaces
- 2 12-bit analog outputs
- 4 high speed communication ports
- Adapts to any machine type via software selection and configuration parameters
- Shear and punches can be synchronized to hole/edge sensor
- X-Y coordinate punching
- Support for continuous press operation
- PLC integration
- 600+ m/m machine speed possible
- Best possible length control accuracy
- Linear, rotary and crank servo motion control modes

AMS Controller Models
| Controller Model | Type | Control Method | Equipment Operation Capability |
|---|---|---|---|
| XL200 | Open-loop controller | Control VFD (Inverter) to feed the panel to the cutter | Operate 2 presses with no gags |
| XL200CL | Closed-loop controller | Control Servo to feed the panel to the cutter or control Servo to position the cutter | Operate 2 presses with no gags |
| XL202 | Open-loop controller | Control VFD (Inverter) to feed the panel to the cutter | Operate 2 presses with no gags, or 1 press with 1 gag |
| XL202CL | Closed-loop controller | Control Servo to feed the panel to the cutter or control Servo to position the cutter | Operate 2 presses with no gags, or 1 press with 1 gag |
| XL206 | Open-loop controller | Control VFD (Inverter) to feed the panel to the cutter | Operate 5 presses with no gags, or any combination of presses and gags totaling 6 |
| XL206CL | Closed-loop controller | Control Servo to feed the panel to the cutter or control Servo to position the cutter | Operate 5 presses with no gags, or any combination of presses and gags totaling 6 |
| XL212 | Open-loop controller | Control VFD (Inverter) to feed the panel to the cutter | Operate 1 press with 11 gags, or any combination of presses and gags totaling 12 |
| XL212CL | Closed-loop controller | Control Servo to feed the panel to the cutter or control Servo to position the cutter | Operate 1 press with 11 gags, or any combination of presses and gags totaling 12 |
| XL270 | Tile machine controller (Open-loop) | Control VFD (Inverter) to feed the panel to the press and cut | Operate 2 presses |
| XL270CL | Tile machine controller (Closed-loop) | Control Servo to feed the panel to the press and cut | Operate 2 presses |
| XL244CL | Closed-loop controller | (Two of the presses can be closed loop) | Operate 1 press with 4 gags, 5 presses with no gags, or any combination of presses and gags totaling 5 |
Optional Function
P: Supports direct-to-controller integrated ink jet printing for part marking systems and tag printers.
B: Supports direct-to-controller integrated bundle ticket printing.
S: An auxiliary controller (Max. 8 pieces ) can be used when the S option is purchased.
AA: This option allows to vary line speeds automatically depending on the length of the part.
L: Allows two presses to be defined as one press. The controller will automatically distribute press targets between the two presses. Often used on stud lines that run at high speeds to avoid overlapping punches.
C: Continuous press support for a closed loop feed-to-stop.
X: Support for Y/Z axis positioning.
T: Supports continuous operation machines such as tube mills and extrusion machines.
I: PLC integration using Modbus protocol. Most I/O can be memory mapped to PLC, high level data can be published from controller to PLC
F: Supports multiple gags on a closed loop flying die.
H: Provides hole detect functionality. The controller will detect the leading edge of a piece of material, detect a single hole, or detect and count a series of holes.
RE: Rotary support for closed loop flying applications. The following press types are supported: rotary, crank, eccentric, and linear.
MHA: Multi-Hit Die Accelerator, Supports a closed loop flying die line that can fire on multiple targets during die stroke without returning home between targets.
MHA2: Dual Multi-Hit Die Accelerator, Supports a closed loop flying die line that can fire on multiple targets during die stroke without returning home between targets. Supports two closed loop flying die axes.
MRE2: Dual rotary/crank/flying die software. Each axis can be configured with any of the three options. The following press types are supported: rotary, crank, eccentric, and linear.
Explanation for one complete controller model
Controller Model: XL200HCLI-MRE2
- Closed loop controller (CL)
- With flying cut and flying punch (MRE2)
- With hole detecting sensor to find the cutting position (H)
- With PLC interface (I)
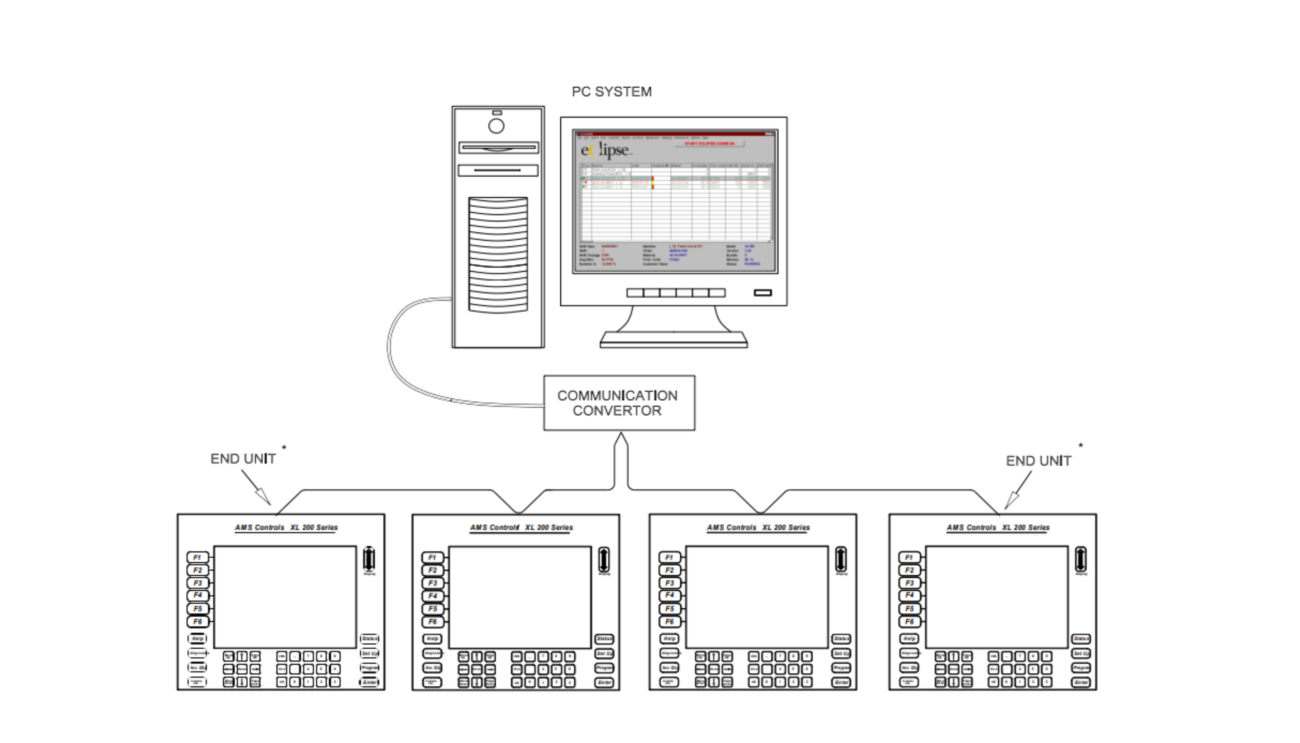
Eclipse Management System
Eclipse Classic is production management software for roll forming and metal folding operations. It is the result of decades of experience integrating roll forming machinery with manufacturers’ MRP/ERP systems. Most manufacturers are already familiar with the concept of integration within the office environment, and Eclipse extends this idea to the factory floor.
One of the primary benefits of integrated manufacturing is the elimination of mistakes. Machine operators are no longer required to keypunch or manually record information. The system ensures that the correct profile, material, length, quantity, punching pattern, part labeling, etc. are delivered to your customer when promised.
In addition to mistake-proofing, Eclipse’s integration features can also significantly increase production capacity through the elimination of down-time due to data entry. Information about down-time and scrap can also be used to guide operator training, capital expenditures, and continuous improvement programs.
The features offered by Eclipse and integrated manufacturing provide your company with the best possible production efficiency and a clear competitive advantage.